
It may surprise you to learn that platings are used on almost 90 percent of all fasteners out there. Why? Because a plating on any fastener provides an extra level of protection, helps to control the torque and tension during installation and gives added strength. Platings also improve a fastener’s appearance – better than makeup, platings are more like a major facelift.
Commercial fasteners of all kinds are plated. Technically speaking, plating is the application or adherence of a certain metal onto the surface of another metal, often called the base. Different than coatings, which are generally chemically-based and much thinner, fastener platings are used mainly to resist fastener corrosion, although they offer other benefits as well.
Processes of Plating
Applying a plating is a complicated process that is usually done in one of three ways. For commercial fasteners you’re looking at electroplating, hot-dipped galvanizing or mechanical plating. All three are used in different circumstances and to varying degrees of success. Read on below.
Basics of Electroplating

A typical electroplating shop.
Start with the base metal. The product or fastener is then immersed in a water-based bath that also contains a concentration of the plating material in a chemical form. When an electrical current is passed through the water bath, those chemicals react by bonding onto the base metal.
What you get is a thin, shiny layer of plating that will provide protection against fastener corrosion for a limited time. Electroplating can produce coatings up to 0.00015 inches in thickness, which is much less than what hot-dipped galvanizing or mechanical applications can achieve. But for indoor use and where the initial appearance is important, electroplating is just fine. It’s also a cheaper alternative, which makes it a popular one as well.
Framing nails and interior fasteners are often electroplated. Look for a shiny finish and a lower price tag.
Basics of Hot-Dipped Galvanizing
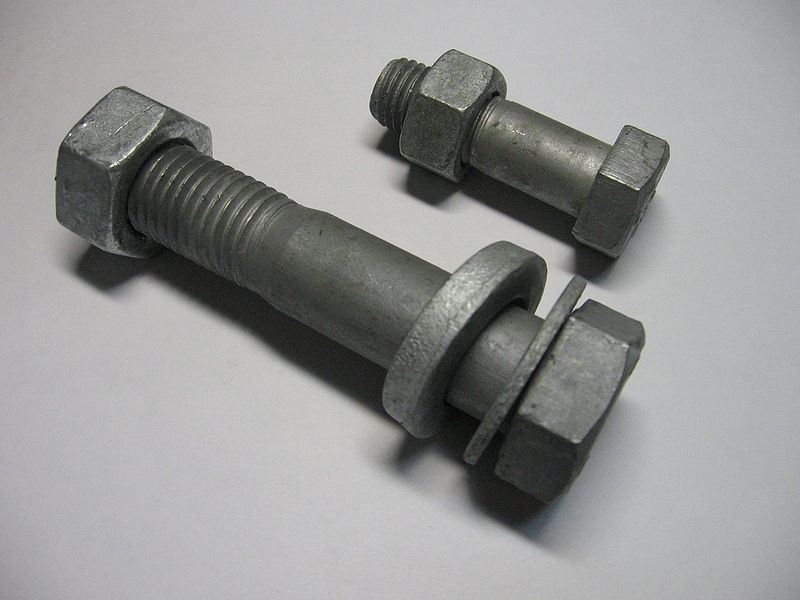
The matte, dark gray color of hot-dipped galvanized plating.
It involves heat (obviously) and another bath, but hot-dipped galvanizing is distinctly different from electroplating and delivers better results against corrosion on most applications. A steel fastener is immersed in molten zinc that reads a temperature of 950 degrees Fahrenheit. In these extreme temperatures the zinc reacts to the steel and forms an iron-zinc alloy which heavily coats the metal.
Hot-dipped galvanizing creates a plating that is 0.0021 inches thick and can be up to 0.0034 inches on some applications. For small fasteners (#0 up through 3/8″) this process will result in too much build up, clogging the threads and rendering the fastener almost useless. It’s certainly the way to go on larger fasteners though and is used for exterior applications of all sorts. This process of plating produces a matte gray finish that will hold up well against corrosion.
Mechanical Applications

Automotive components are often mechanically plated.
Not as well known, mechanical methods of plating use pressure and impact to adhere the plating material to the fastener before a coating is cold-welded on to finish the job. Certain types of fastener materials are better suited to this process of plating. Aluminum automotive parts are often mechanically plated with a tin-cadmium alloy, providing superior protection and durability. It’s not a process you’ll find often in commercial fasteners, but mechanical platings are out there and certainly have their place.
Mechanical platings are done in a range of thicknesses, from 0.00015 inches typical with electroplating to the thicker hot-dipped galvanized finish of 0.0034 inch.
However it’s done, plating is a necessary process to extend the durability of fasteners and other metal products. It gives fasteners super strength and resistance, providing just what you need for your project.